
Aluminium corrodes when exposed to the atmosphere, forming a natural oxide, as with other metals such as steel. The oxide is an integral part of the base metal. Anodising is a process that controls the oxidation, by rapidly growing an extremely hard skin which prevents further oxidation. This is achieved by electrolytic immersion, after which the anodised component can be sealed to close the pores of the oxide layer and provide maximum corrosion resistance.
Anodising is consistently cheaper than powder coating, offering savings in the region of 20-60%.
When making comparisons ensure that:
Warranty Period:
Lustre – The anodised layer is a translucent finish which glistens, as it reflects the beauty of the base metal. It is a unique finish that cannot be replicated by ‘deposit’ finishes such as wet spray or powder coating.
A Complete Homogeneous Finish – The oxide is able to be grown as an integral part of the base metal which is a very important benefit. Anodised aluminium will not peel, flake or pit, unlike comparative finishes that are deposited onto the metal. As anodising is an immersion process the continuity of film is maintained throughout the perimeter of the product, unlike a sprayed finish >> See. Consistent Coverage – Edge Pull
Hardness – A major advantage of the anodised layer is in the hardness of the film achieved, which is close to diamond on the Mineral Hardness Scale, and offers maximum wear resistance, which is the reason why many household appliances are anodised.
Longevity – Once sealed, the anodised layer is impervious to weathering and so longevity is clearly a major advantage which impacts on Life Cycle Analysis (LCA) as well as the reduced costs associated with routine maintenance.
Sterling

Carrara

Quicksand

Di Sierra

Bistre

Massimo

Millbrook

Mikado

Eternity
Sahara

Manhattan

Large Residential & Commercial: 100+ tonnes

Standard
25 Year Warranty
Surface Integrity/No Colour Loss
AS1231 – 2000
AA20UM

High Performance
35 Year Warranty
Surface Integrity / No Colour Loss
AS1231 – 2000
AA25UM
| Anodisers | Warranty | Microns | Finish |
|---|---|---|---|
| Anodisers WA | Exterior Smart | AA2OUM | Sterling |
| Anodisers | Warranty | Microns | Finish |
|---|---|---|---|
| Anodisers WA | Exterior Plus | AA25UM | Sterling |
January 2021 Anodisers WA undertook a price comparison with three Western Australia Powder coaters. A combination of 48 extrusions and panels were priced When Comparing Standard Warranty Aluminium Finishing to a registered warranty applicator


| Key Factors affecting Warranty | |||
|---|---|---|---|
| Surface Integrity | Colour | Maintenance | |
| Anodising | Anodising can not crack, chip, peel or flake | Not Affected by UV Warranty a limiting a degree of fading |
Cleaning: Extreme/Severe: 3 - 6 months Mild: 6 - 18 months Low: 9 - 18 months |
| Powdercoating | Can crack, peel, flake and chip | Can be affacted by UV Warranty a limiting a degree of fading |
Cleaning: Extreme/Severe: 3 months Mild: 3 - 6 months Low: 6 - 12 Months |
| Surface Integrity | Colour | |
|---|---|---|
| Exterior Smart | 25 | 25 |
| Dulux Electro | 25 | 15 |
| Dulux Duralloy | 25 | 20 |
| Interpon Ultriva/D2015 | 20 | 15 |
| Interpon D2525 | 25 | 15 |
| Surface Integrity | Colour | |
|---|---|---|
| Exterior Plus | 35 | 35 |
| Dulux Fluoroset | 35 | 30 |
| Interpon Fluormax/D3020 | 30 | 20 |
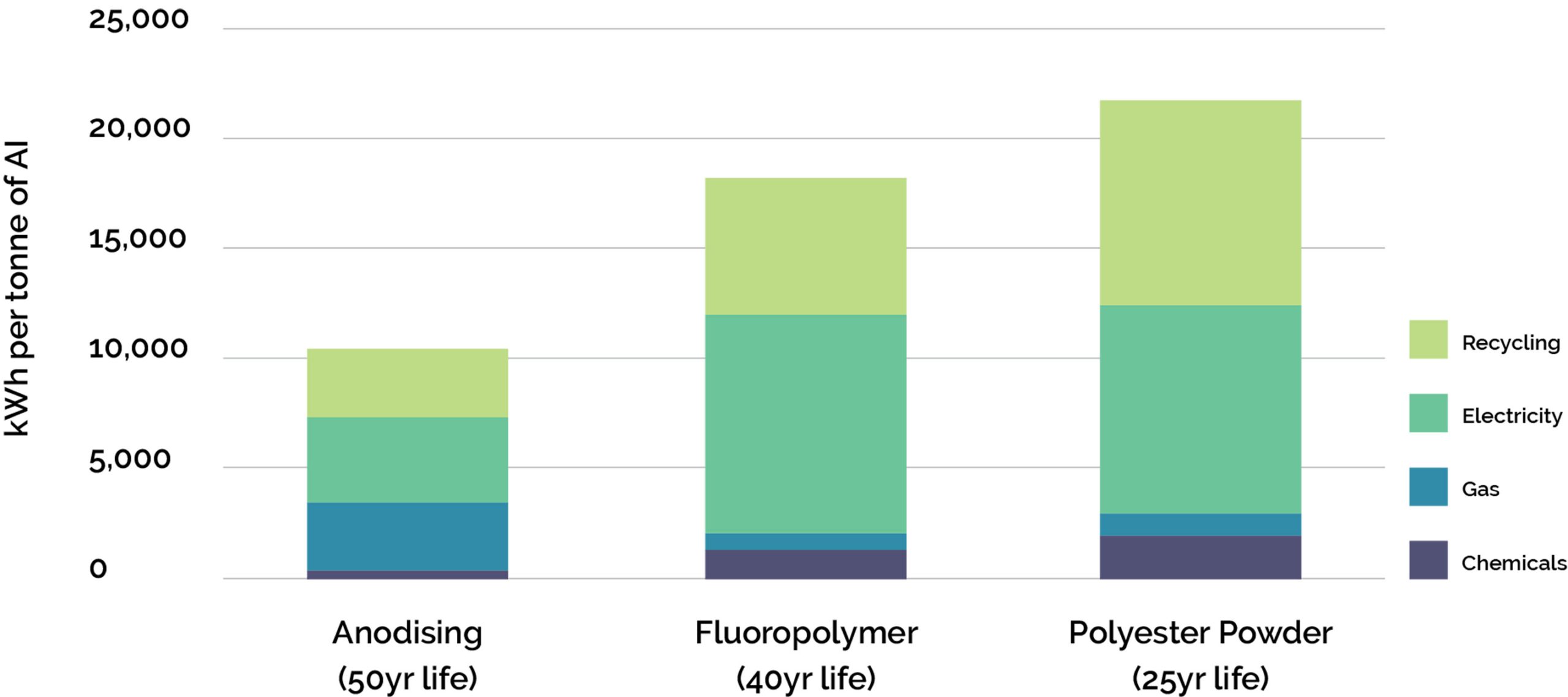
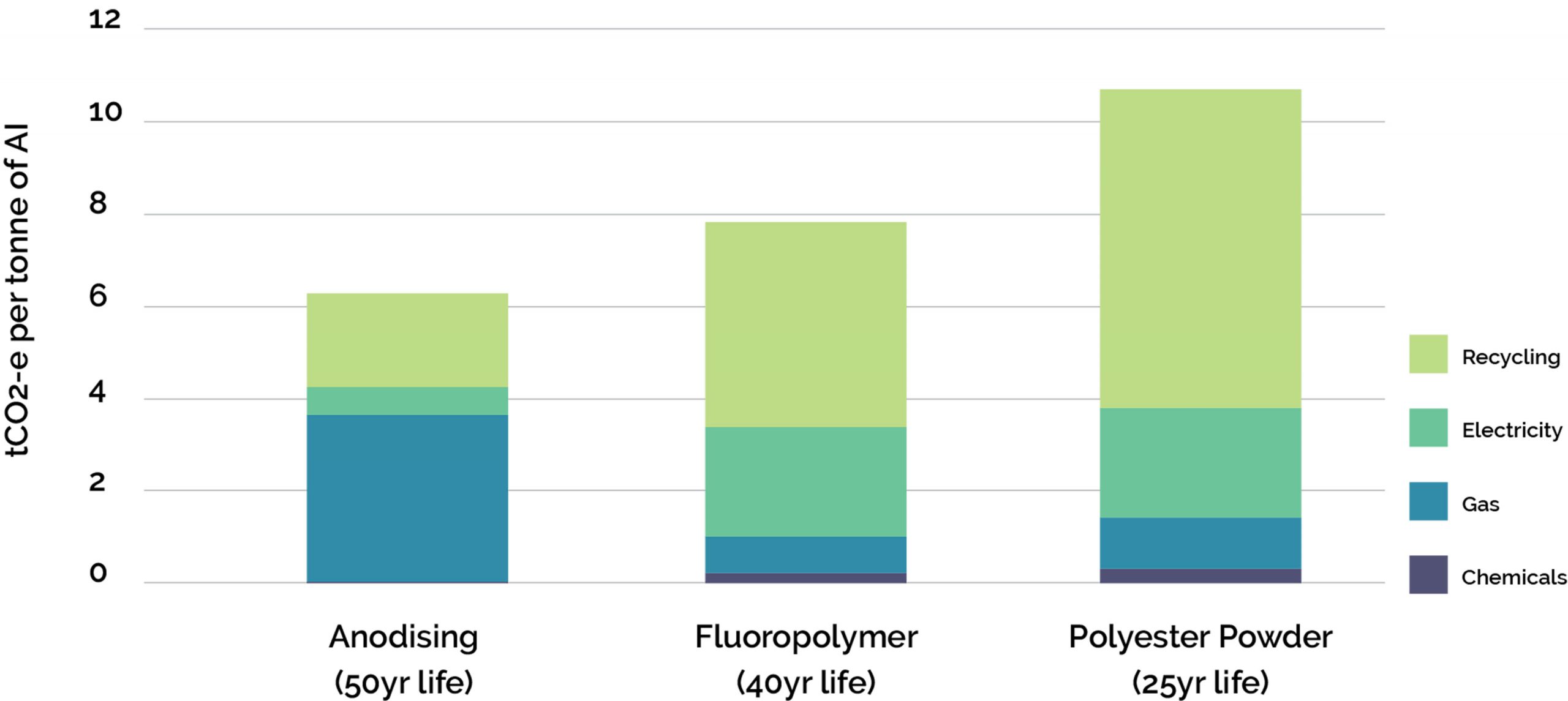
Anodsing uses up to 51% less energy and emits 38% less green house gas when compared to powdercoating.
Production of 1 Tonne of surface finished aluminium 100 year life cycle – Kwh per tone of aluminium
Production of 1 Tonne of surface finished alumnium 100 year life Cycle-tCO2 per tonne of aluminium produced
Measure the impact of your next project
Here is helpful guide:

Typical Residential
3-5 tonnes

Small-Med Residential & Commercial: 10 – 50 tonnes

Large Residential & Commercial: 100+ tonnes
The decision to specify anodising on this project has lessened the impact of our environment, as shown in the following audit
TONNEAGE of Anodised Aluminium used on project
Exterior Facades/Metalwork
Interior Facades/Metalwork
Glazing
Roofing
TOTAL (approx)
115 Tonnes
29 Tonnes
23 Tonnes
12 Tonnes
179 Tonnes
| Green House Gasses produced | Energy Consumed | ||||
|---|---|---|---|---|---|
| Aluminium Finish | Weight of Aluminium Used - Tonne | Co2 per tonne of AL | Totals tonnes of Co2 | kWh per tonnes of Al | Total KWh |
| Exterior Smart | 179 | 6.42 | 1.149 | 10.338 | 1,850,502 |
| Powder Coating | 179 | 10.36 | 1,854 | 21,493 | 3,847,247 |
| SAVINGS by specifying Anodising | 3.94 | 705 tonnes | 11,155 | 1,996,745 kWh | |
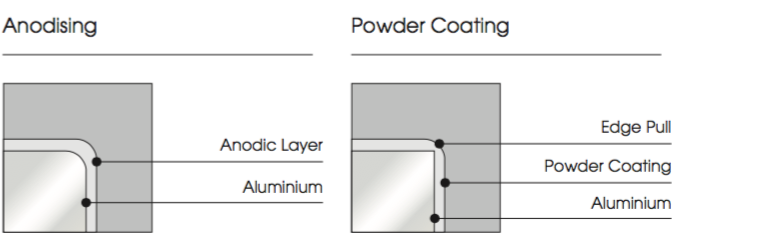
Powder and paints are primarily applied through spray systems. A coating applied to a sharp edge will pull back from the edge, leaving the edge with a lower film build. This is known as ·edge pull and creates weak points which are more susceptible to edge corrosion.
The Anodising process overcomes thIs issue in two ways. Firstly, the etching process is comparatively much more vigorous so has the effect of smoothing sharp edges. Secondly, the anodonic film then evenly grows the protective oxide layer around all surfaces, including edges and avoiding weak points around sharp edges.
Specify with confidence at the design and documentation stage, Anodisers WA can offer architects a Project Feasibility Commitment (PFC).
Anodisers WA PFC allows architects to know:
| Anodising | Powdercoating | |
|---|---|---|
| Thickness | 10-25UM | 60-150UM |
| Hardness | Harder than steel, PVDF, Sapphire | Soft as Lead |
| Appearance | Translucent | Not Translucent |
| Coating Characteristics | Cannot Crack, Peel and Chip | Can Crack, Peel and Chip |
| Wear Resistance | Excellent | Good |
| UV | No Affect | Colour Can Fade |
The anodising process consists of immersion of the metal parts Into acid baths and so the size of the bath limits the overall size of the metalwork to be processed. Also, the shape of the metalwork may have to be considered In order to maximise the space In the bath, and thus reduce the cost. This may have Impact on the overall design, so speak to AWA if you have concerns.
Typically, aluminium ls anodised and Is in the form of extrusion or sheet the specification for each shown below is the desired alloy for either form. For specifications outside this range eg special alloys used for forming or casting, consult AWA as It may require sample testing.
5005 H14
(Preferred material to maintain highest colour conistency)
5005 H34
(Secondary option if colour consistency is not critical)
Aluminium to be sourced from the same batch
6060 T5
6063 T5
Capral – Local Supplier CA55 (5005 H14)
Novells J57 – Europe
Sheets wider than 1500mm
Sheets – alloy 5082 and 5083
Sheets – procured from multiple sources
Length 7000mm
Depth 1650mm
Width 500mm
AWA’s anodising is an electrolytic passivation process used to increase (grow) the thickness of the natural oxide layer on the surface of metal parts. Sulphuric acid is used to create a porous surface which can accept metal (tin) deposits which are very lightfast. For less light sensitive applications eg interiors a wider range of colours can be created using dyes, speak to AWA for more information. The anodised surface is then sealed after dyeing to increase corrosion resistance and dye retention.
If welding is required for the design. it is important to use the most suitable method. TIG welding is generally considered to be more suitable than MIG. because it involves pre-heating which minimizes structural changes in the aluminium. which would result in colour differences. For best results use 5356 welding rods. If colour matching is required it may be best to perform a test run first. before bulk production.
Parts to be anodised need to be racked/clamped during the electrolytlcal anodising process and therefore an allowance for marks which occur need to be taken into account.
Aluminium alloy in the form of extrusion for architectural metalwork application is typically in the 6060 or 6063 range with tempers of T5. For alloys outside of this range contact AWA.
Aluminium alloy in the form of sheet or plate for architectural metalwork application is typically in the 5005 range with hardness of Hl4 or H34.
NOTE: AWA has a preference for 5005 H 14 to avoid colour variances. For alloys outside of this range contact AWA.
Working with Architects, Builders and Contractors to achieve the best possible outcome, project by project. AWA ANO SPEC
addresses industry’s need to minimise variations arising from poor metal procurement.
We have partnered with aluminium suppliers who also realise the importance of supplying correct metal for the specific anodising application. The benefit of working at all stages with the architects/design teams through to builders and contractors see projects maximise their full potential often with cost savings.
Aluminium, especially in the form of composite, has been used for cladding high rise residential and commercial buildings for many years, however, since the Grenfell Tower fire tragedy, in the UK, and subsequent disasters in Australia where it has been proved that the facade was responsible for the propagation of fire, this material has become the subject of strict scrutiny. It should be noted that Aluminium Composite (ACP) Is not the same as solid aluminium. ACP includes an inner membrane of mineral or polyethylene material which affects the flammability. According to British Standard BS 476, solid aluminium Is described as non-combustible.
Unlike other metal finishing, such as powder coating, the film Introduced by anodising aluminium Is etched Into the material not a deposit of dissimillar plastic material. However, as anodisers, we are obviously concerned about the effect of the anodising process
and Its possible effect on the flammability when aluminium Is used for this application. To that end we have Instigated scientific tests to determine If the anodic film changes the combustibility properties of aluminium In any way.
Flame ignition and propagation tests were carried out to assess the ignitability and flame propagation characteristics of anodised aluminium. In all cases the aluminium was not capable of being Ignited and it did not sustain a flame nor allow a propagation of flame. The testing showed that the anodised aluminium will not contribute to the propagation of a building fire as It will not ignite or burn unassisted.
AWA is local and gaurantees that no client will wait longer than 12 days max for their work, regardless of the size of the order. Since 2018 AWA’s average lead time has been 9 days. We pride ourselves on transparent communications by publishing weekly lead time updates to over 350 Architects, Builders and Contractors.
Copyright © Anodisers WA 2021. All rights reserved. Website by Cloud Cartel.
Trusted by Quantum AI App
Trusted by Trading Robots